Every plant manager knows that terrible feeling when a shift misses its targets. You walk out onto the floor at the end of the day, yet the scoreboard shows your total output is behind schedule. To fix these costly delays, smart operations directors rely on structured manufacturing leadership training right from the start. Without a targeted program to train your shift leads, parts move through the line too slowly, and the scrap bin overflows with expensive mistakes. Investing in a proper development pathway is the fastest way to turn frontline supervisors into throughput engines.
When things go wrong, our first reaction is to blame the machines. We complain about bad materials or we call in maintenance. But after years of working directly in manufacturing workforce development, I have learned a valuable lesson. The real issue is rarely the hardware. It almost always comes down to the people. Specifically, it involves the shift leads who run your floor every single day.
Your frontline supervisors are the glue holding your whole operation together. Too often, we take our best machine operators and give them a clipboard. Then, we expect them to instantly know how to manage people and fix messy workflows. We don’t actually teach them how to lead.
This skill gap is why targeted manufacturing leadership training comes in. When you teach your supervisors how to manage properly, you do more than just help their careers. You directly fix your daily numbers, speed up production, and save money on wasted materials.
1. Moving from Machine Expert to Team Leader
The biggest mistake companies make is making a lazy assumption. They think a great machine operator will automatically make a great boss. Knowing how to program a machine with your eyes closed is a wonderful skill. But that skill does not help a supervisor handle a fight between two workers. It does not help them figure out what to do when three people call in sick.
When we promote people without giving them a clear roadmap, they fall back on what they know best. They roll up their sleeves and fix the physical machine themselves. This habit creates a massive traffic jam on the floor.
The new supervisor should be watching the big picture and keeping the whole line moving. Instead, they are hunched over one station turning a wrench. Meanwhile, the rest of the team stands around waiting for direction.
Good program options for manufacturing leadership training force a complete shift in mindset. Supervisors need to realize that their job has changed. They are no longer there to run the machines. Their true job is to support the people running the machines.
2. Setting Up Daily Routines to Stop the Chaos
We talk all the time about standard steps for our assembly workers. Yet, we rarely give our supervisors a standard checklist for their day. Without a clear plan for an eight-hour shift, their day turns into a giant game of firefighting.
Floor leaders run from one emergency to another. Daily tasks often involve dealing with broken belts, missing paperwork, and late parts. As a result, they never have time to look ahead and stop problems before they happen.
This chaotic environment slows down your cycle times. The entire line constantly stops to wait for a boss to make a decision.
Investing in robust manufacturing leadership training changes everything. Giving your supervisors a standard daily routine ensures they have set times for specific tasks. For example, they can do a quick walk around the floor twenty minutes after the shift starts. Next, they schedule a midday quality check. Finally, they run a structured handoff meeting with the next shift.
When a supervisor has a predictable routine, the whole floor runs more smoothly. They catch minor mistakes before they turn into major breakdowns. This proactive style keeps your production numbers right where they need to be.
3. Running Quicker, Better Stand-Up Meetings
Communication on the plant floor cannot be messy if you want to keep things moving. A poorly run shift meeting is a major drag. If it drags on for twenty minutes without any clear point, it drains everyone’s energy. It wastes valuable time before any parts are even made.
On the flip side, a tight, five-minute stand-up meeting works wonders. Running it right at the work station can completely turn a shift around.
Strategic manufacturing leadership training teaches supervisors how to run fast, visual meetings. These sessions get straight to the point. These quick huddles should always focus on three simple questions:
-
Did we hit our production goals during the last hour?
-
What specific problems or machine issues slowed us down?
-
What is our exact plan to catch up during the next hour?
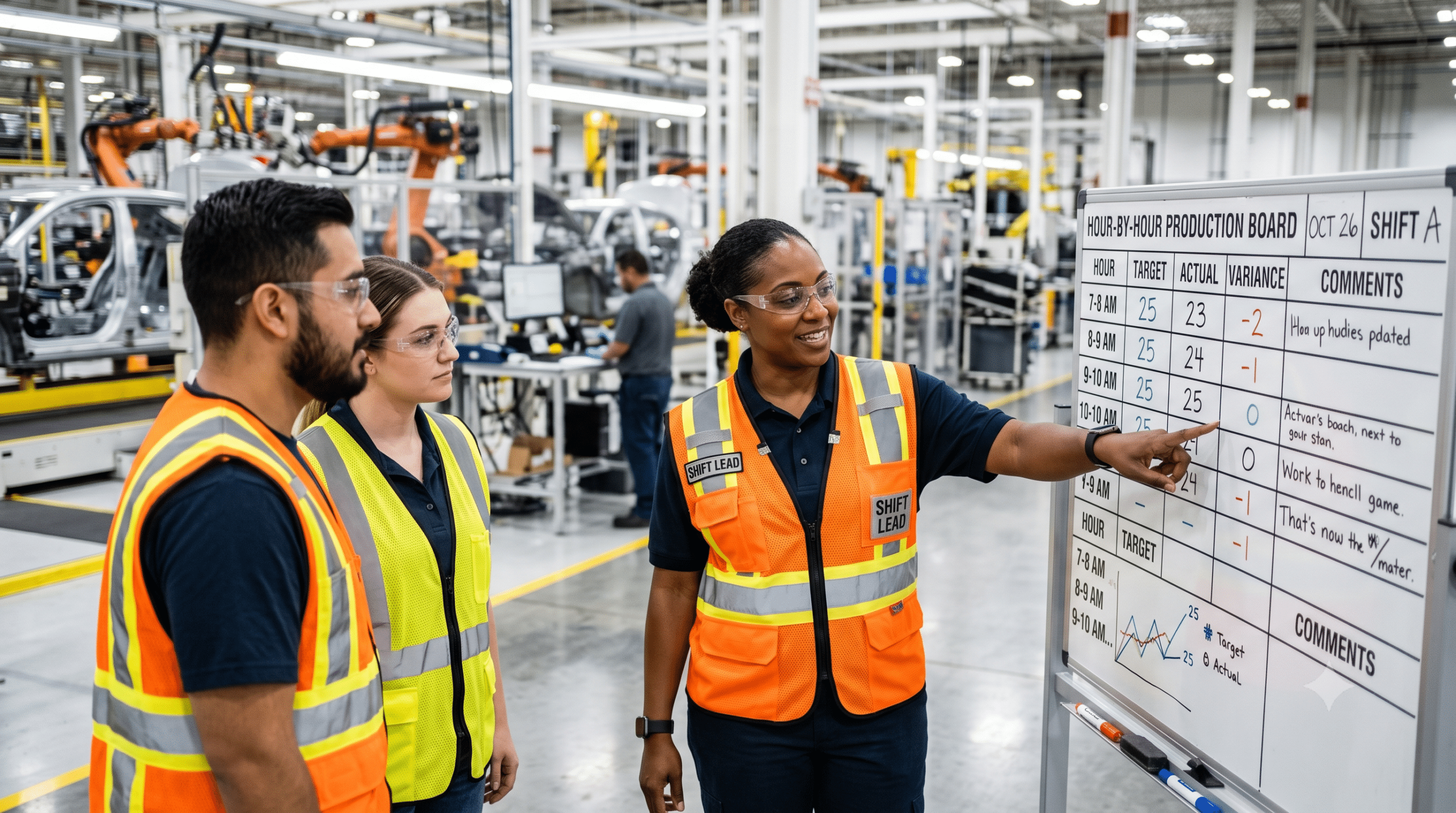
When the team stands around a simple whiteboard with real numbers, everyone knows exactly where things stand. This clear view keeps everyone accountable. It helps the team fix tiny issues before they ruin the entire day’s output.
4. Finding the Real Cause of Mistakes to Cut Down on Scrap
A high scrap rate is like throwing dollar bills straight into the trash. It represents wasted raw materials and lost machine time. It also means you are throwing away valuable labor hours.
In a plant where leaders lack proper guidance, the response to a bad part is always the same. They fix it quickly, complain about the material, and keep running the line. This lazy approach guarantees future failures. The exact same mistake will happen again on the next shift because nobody fixed the real issue.
[Defect Happens] ──> [Ask "Why?" 5 Times] ──> [Find Real Problem] ──> [Fix the System for Good]
Supervisors must learn to pause when a defect happens. They need to lead their teams through a fast, structured review immediately. Using a simple tool like the “Five Whys” method allows the team to look past the surface.
For example, a machine might keep scratching a finished part. The team needs to dig deeper to find out the real issue. It could be a worn fixture, a missed maintenance step, or an outdated set of instructions. Comprehensive manufacturing leadership training teaches your leaders to investigate problems on the spot. This creates a better culture, stops mistakes before they happen, and drags your scrap rate down to zero.
5. Clearing Out Bottlenecks to Keep Material Moving
Your floor is only as fast as your slowest machine. When shift leads do not understand basic flow principles, they make a common mistake. They push every single work station to run at top speed. This makes things look busy, but it causes hidden problems. It actually just creates giant piles of extra inventory right in front of the slowest machine. This clutter limits your workspace and slows down your overall cycle time.
Good training gives floor leaders the eyes to see the big picture. Through targeted lessons in manufacturing leadership training, they learn how material actually travels through the building. Understanding this flow helps them figure out the exact pace needed to match customer orders. From there, they set up their staffing and machine speeds to match that rhythm.
When a supervisor knows how to spot a bottleneck, they can take action. They can move cross-trained workers or extra tools to that exact spot to keep things moving. Balancing the line this way gets rid of messy inventory piles. It ensures parts move quickly from raw metal to the shipping dock.
6. Training Workers on Multiple Jobs to Build a Stronger Team
Relying too much on one person’s knowledge is a massive risk. If your line can only run perfectly when one specific operator is at work, your whole week is in danger. If that person calls in sick, your production drops immediately. Your cycle times double, and your scrap rate goes up. This happens because an untrained worker has to step in and try to run a complicated machine.
+------------------+---------------+---------------+---------------+
| Operator Name | Station A | Station B | Station C |
+------------------+---------------+---------------+---------------+
| John Doe | Fully Trained | Learning | Not Trained |
| Jane Smith | Learning | Fully Trained | Fully Trained |
| Bob Johnson | Not Trained | Not Trained | Fully Trained |
+------------------+---------------+---------------+---------------+
Strategic development pathways solve this issue cleanly. A thorough manufacturing leadership training curriculum teaches supervisors how to create and use a simple cross-training chart. Floor leaders learn to look at their workers as a flexible team. They see diverse skills that need to be grown over time.
Supervisors build a reliable team by scheduling regular job rotations. They also pair experienced workers with new hires. When a key worker is missing, the supervisor can easily slide another trained person into that spot. The line keeps moving without missing a beat or losing quality.
7. Creating a Workplace Where People Care and Speak Up
The best way to cut down on scrap is to use the brains of your workers. The people who spend eight hours a day doing the physical work know the machines best. An operator who runs the same press every single day almost always knows exactly why it jams. But if they work for an arrogant boss, they will just stay quiet. They will watch the bad parts pile up and wait for the clock to hit quitting time.
Modern manufacturing leadership training teaches supervisors how to create a friendly, safe environment. It builds a space where workers feel comfortable sharing their ideas. Leaders learn to stop acting like old-school bosses. Instead, they start acting like helpful coaches.
Consider an operator who suggests moving a tool rack to save three seconds of reaching. The supervisor needs to know how to listen. They must test the idea quickly and update the standard process. This respect makes workers feel proud of their jobs. It turns everyone on the line into a quality checker and an efficiency champion.
8. Using Live Board Numbers to Keep Everyone on Track
You cannot fix a problem if you are not measuring it correctly. Too many manufacturing plants run their business using old reports. They look at numbers on a Monday morning to see what went wrong on the floor the previous Tuesday. This delay makes it impossible to fix things when it actually matters. It leads to late orders and higher costs.
Modern floor leaders need to be trained to manage their departments using live, current numbers. Manufacturing leadership training programs should focus on teaching supervisors how to read hour-by-hour production boards. They must also learn to monitor live quality charts.
Suppose a supervisor sees that a work station fell ten parts behind its goal during the morning hours. Waiting until the end of the shift to ask why is out of the question. Instead, they jump in immediately to find the issue. This rapid response allows them to adjust the team right then and there, making sure everyone hits the final goal before going home.
9. Keeping the Success Going with Long-Term Coaching
Starting a new development program gives you a quick, satisfying boost. Your floor numbers will look great for a while. However, the real challenge is keeping those good habits alive months down the road. Classroom lessons alone are never enough to permanently change how people act. Without regular support, supervisors will eventually slide back into their old, stressful habits as soon as production pressure mounts.
To stop this from happening, companies need to build regular coaching directly into the daily schedule. Plant managers and operations directors should walk the floor side-by-side with their supervisors. This face time helps them solve real-time problems together. It also lets managers check in on daily routines.
By giving helpful, friendly feedback during the regular workday, you make these advanced leadership habits a normal part of life. This keeps everyone focused on making parts faster, better, and with less waste every single day.
Frequently Asked Questions
How does supervisor training actually help lower our daily scrap rate?
Trained shift leads look for the real cause of a mistake the second a bad part is made. By doing this, they stop the line from running bad material over and over again. Instead of using quick fixes that do not last, they help their teams fix the actual root problem so the mistake does not happen again.
How fast will we see our production line speed up after training starts?
You will usually see things steady out within the first thirty days. This quick improvement happens as supervisors start using regular daily routines and faster shift meetings. As leaders get better at spotting bottlenecks and balancing the line, you will see a steady drop in total cycle times over a ninety-day period.
Can an expert machine operator really become a good manager?
Yes, technical experts can make wonderful leaders. However, this transition only works if you give them a clear plan that teaches them how to manage people. The training must focus on communication, resolving disagreements, tracking workflow, and learning how to lead a whole team instead of just running one machine.
How do we measure the true financial return on our training investment?
You find the return by comparing your floor numbers before and after the training. Track the cash value of your higher output. Measure the labor hours saved by moving faster. Finally, calculate the money saved by throwing away fewer bad parts. These numbers easily show the bottom-line value of the training.
References for Further Reading
-
To understand the national direction for industrial skills development, check out the Manufacturing USA Workforce Development Initiatives page to see how regional programs are building better career pathways.
-
To find tools and resources designed to help smaller businesses improve their talent management, review the NIST Manufacturing Extension Partnership Network guidelines on supervisor training.
-
For a detailed look at government investments aimed at strengthening industrial talent pipelines, read the International Trade Administration Report on U.S. Manufacturing Workforce Programs.