Walk into a modern manufacturing plant today, and you will immediately notice how different it feels compared to factories from twenty or thirty years ago. Machines are no longer operating independently. Instead, production systems are connected, intelligent, and constantly sharing information. At the same time, engineers can monitor operations remotely, maintenance teams can predict failures before they happen, and managers can make faster decisions using real-time data.
At the center of this transformation is one of the most powerful technologies shaping Industry 4.0: digital twin technology.
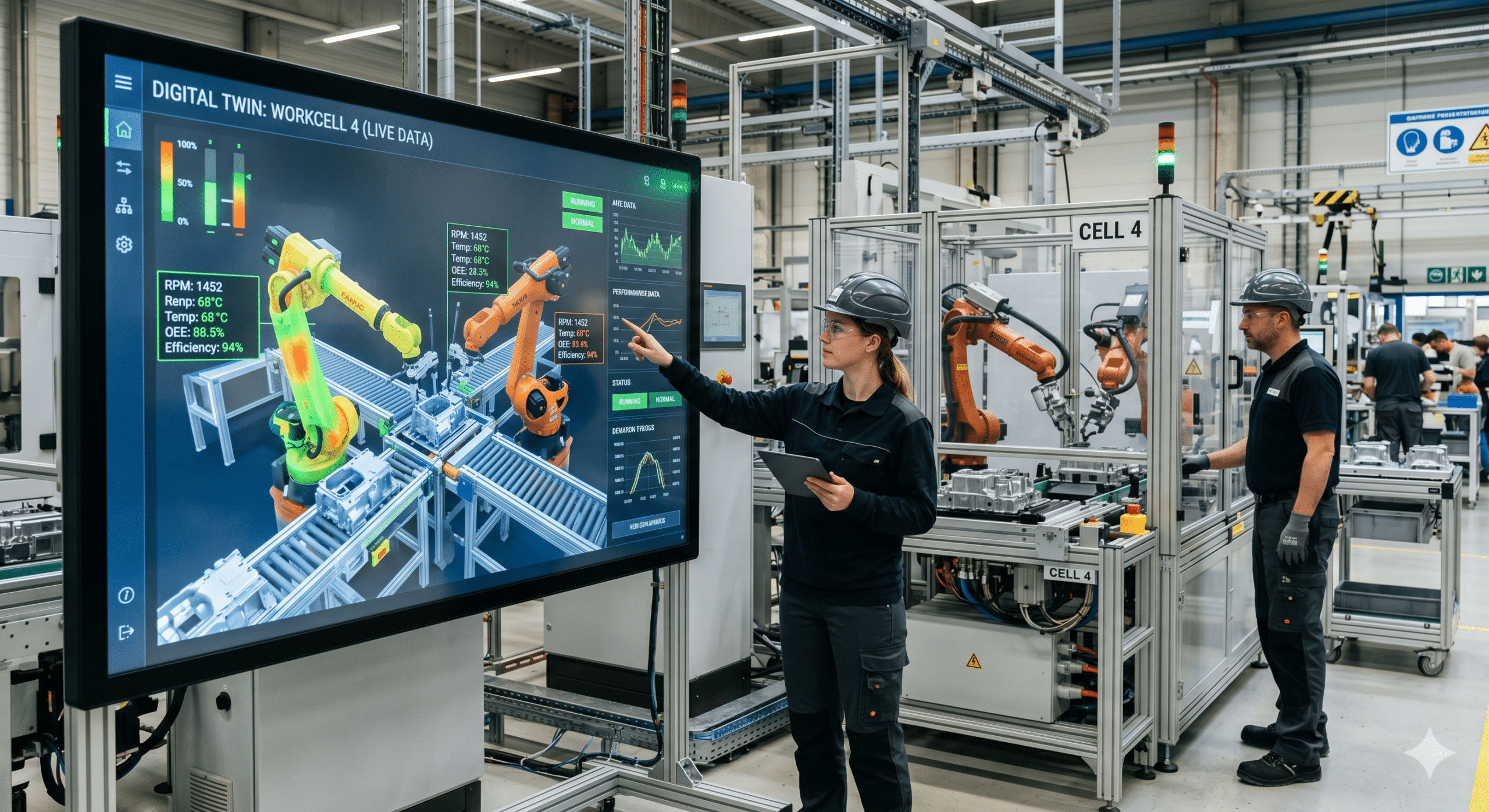
Although the term may sound futuristic, the idea behind it is actually very practical. Simply put, a digital twin is a virtual version of a physical machine, production line, factory, or industrial process. However, unlike a basic 3D model or simulation, a digital twin continuously receives live data from the real-world system it represents. As a result, the digital version updates in real time and reflects what is happening on the production floor.
Because of this, manufacturers can monitor equipment performance, predict maintenance needs, test production changes, and improve operational efficiency without interrupting actual operations.
From an engineering and automation perspective, digital twins are becoming one of the most valuable tools in modern manufacturing. Not only do they help reduce downtime and maintenance costs, but they also improve quality, increase productivity, and support smarter decision-making.
More importantly, they are changing how factories operate every single day.
According to industry research, digital twins are now widely used across manufacturing for predictive maintenance, process optimization, production planning, and virtual commissioning. Furthermore, adoption continues growing as companies invest more heavily in smart factory initiatives and Industry 4.0 technologies. (sciencedirect.com)
What Is Digital Twin Technology?
At its core, digital twin technology creates a real-time digital replica of a physical system.
For example, imagine having a virtual copy of your entire production line displayed on a computer screen. Every machine, conveyor, robotic arm, sensor, and motor continuously sends operational data into that digital environment. Consequently, the virtual model behaves almost exactly like the real production system.
This allows engineers and operators to:
- Monitor equipment health in real time
- Analyze production performance
- Simulate operational changes
- Predict failures before breakdowns occur
- Optimize workflows
- Improve maintenance planning
Unlike traditional simulations, digital twins are connected to live operational data. Therefore, they continuously evolve alongside the physical equipment they represent.
In many cases, digital twins integrate with technologies such as:
- PLC systems
- SCADA platforms
- Industrial IoT devices
- MES software
- Cloud computing
- Artificial intelligence
- Advanced analytics tools
Together, these technologies create a highly intelligent manufacturing environment capable of learning, adapting, and improving over time.
Why Digital Twins Matter in Manufacturing
Manufacturing has always focused on improving four major areas:
- Productivity
- Quality
- Reliability
- Cost efficiency
However, balancing these priorities is not always easy. For instance, increasing production speed may create more defects. Similarly, reducing maintenance costs can sometimes increase downtime risks. Meanwhile, expanding production capacity too quickly may create bottlenecks across operations.
This is where digital twins become extremely valuable.
Instead of relying on trial and error, manufacturers can now test improvements virtually before applying them to the real production environment. As a result, companies can make faster and more confident decisions while reducing operational risks.
In other words, digital twins allow manufacturers to solve problems proactively rather than reactively.
That alone is a major advantage in today’s competitive industrial environment.
How Digital Twin Technology Works
Although digital twin systems may appear complex, the process behind them is relatively straightforward when broken down into stages.
1. Sensors and Data Collection
First, sensors installed throughout the factory collect real-time operational data.
This may include:
- Temperature
- Pressure
- Vibration
- Energy usage
- Motor current
- Production speed
- Equipment status
- Cycle times
Without accurate data collection, a digital twin cannot function effectively.
2. Automation and Control Systems
Next, automation systems organize and transmit production data.
Typically, this involves technologies such as:
- PLCs
- SCADA systems
- HMIs
- Industrial networks
- MES platforms
These systems act as the communication bridge between physical equipment and digital software environments.
3. Digital Modeling and Simulation
After that, engineers create a virtual representation of the physical system using specialized software.
Depending on the application, the model may include:
- Machine movement
- Robotic paths
- Conveyor flow
- Material handling
- Production timing
- Equipment interactions
As live data enters the system, the model updates continuously.
4. Cloud Analytics and AI
Finally, cloud computing and analytics platforms process massive amounts of operational information.
This enables digital twins to:
- Detect abnormalities
- Predict maintenance needs
- Identify bottlenecks
- Optimize production flow
- Improve energy efficiency
Furthermore, advanced systems use artificial intelligence to recommend process improvements automatically.
Predictive Maintenance: One of the Biggest Advantages
One of the most practical applications of digital twin technology is predictive maintenance.
Traditionally, factories relied on two common maintenance approaches:
Reactive Maintenance
In this approach, equipment is repaired only after it fails.
Unfortunately, this often leads to:
- Unplanned downtime
- Expensive repairs
- Lost production time
- Emergency maintenance costs
Preventive Maintenance
Alternatively, some factories follow scheduled maintenance intervals.
Although this reduces unexpected failures, it can also create unnecessary maintenance expenses because components may still be in good condition.
Predictive Maintenance Using Digital Twins
Digital twins introduce a much smarter solution.
Because the system continuously monitors equipment behavior, it can detect early warning signs before failures occur.
For example, the digital twin may notice:
- Rising motor temperatures
- Unusual vibration patterns
- Increased energy consumption
- Pressure fluctuations
- Abnormal cycle behavior
As a result, maintenance teams can repair or replace components before serious damage happens.
Consequently, manufacturers reduce:
- Downtime
- Maintenance costs
- Spare parts waste
- Production interruptions
This is one reason predictive maintenance has become one of the most valuable use cases for digital twins in manufacturing. (dataparc.com)
Virtual Commissioning Reduces Startup Risks
Another major advantage of digital twins is virtual commissioning.
Traditionally, automation systems are tested only after machines are physically installed. However, this process can be risky because unexpected problems may delay production startup.
For instance:
- PLC logic may contain programming errors
- Robot paths may collide
- Safety systems may fail
- Conveyor timing may be incorrect
As a result, commissioning projects often become expensive and time-consuming.
With digital twins, engineers can test the entire automation system virtually before installation begins.
Therefore, teams can:
- Validate PLC programs
- Test robotic movement
- Simulate production flow
- Verify machine interlocks
- Improve cycle times
- Detect design flaws early
Because of this, manufacturers shorten startup times and reduce costly commissioning delays. (atsindustrialautomation.com)
Improving Production Efficiency
Every factory has hidden inefficiencies somewhere within its operations.
Sometimes the issue involves machine speed. In other cases, poor material flow creates bottlenecks. Additionally, staffing arrangements or equipment sequencing may slow down production.
Without visibility, these inefficiencies are difficult to identify.
Fortunately, digital twins provide a clearer picture of how the entire production system behaves.
By simulating operations virtually, engineers can test:
- Faster machine speeds
- New production layouts
- Different staffing models
- Alternative scheduling methods
- Improved conveyor timing
- Optimized robotic movement
As a result, manufacturers can improve productivity without disrupting live operations.
Furthermore, production teams can identify problems much faster than traditional troubleshooting methods allow.
Better Energy Management
Energy costs continue rising worldwide. Therefore, manufacturers are placing greater focus on energy efficiency and sustainability.
Digital twins support these goals by providing real-time visibility into energy usage across the factory.
For example, manufacturers can identify:
- High energy-consuming machines
- Excessive idle time
- Compressed air leaks
- Peak demand spikes
- Inefficient production scheduling
Additionally, factories can simulate energy-saving strategies before implementing them physically.
Consequently, companies reduce operating costs while supporting environmental goals at the same time.
Enhancing Product Quality
Quality issues are expensive for any manufacturer.
Defective products often lead to:
- Scrap
- Rework
- Customer complaints
- Warranty claims
- Production delays
However, digital twins help manufacturers identify the root causes of quality problems much faster.
For example, the system may detect that defects increase whenever:
- Equipment temperature rises
- Material feed rates fluctuate
- Machine vibration changes
- Operators adjust settings incorrectly
Because the digital twin continuously analyzes production conditions, it can identify patterns humans may overlook.
As a result, manufacturers improve consistency, reduce waste, and achieve better overall product quality.
Smarter Training for Factory Workers
Training employees on live equipment can be risky and expensive. After all, mistakes during training may damage machinery, interrupt production, or create safety concerns.
Fortunately, digital twins provide a safer alternative.
Using virtual environments, operators can practice:
- Machine operation
- Troubleshooting procedures
- Emergency response situations
- Production workflows
Meanwhile, production continues running normally on the factory floor.
Therefore, digital twins improve both safety and workforce development at the same time. (atsindustrialautomation.com)
The Relationship Between Digital Twins and Industry 4.0
Digital twins are one of the core technologies driving Industry 4.0.
Industry 4.0 refers to the next generation of manufacturing powered by:
- Automation
- Artificial intelligence
- IoT connectivity
- Smart sensors
- Real-time analytics
- Cloud computing
- Robotics
While factories have collected data for years, many companies struggled to turn that information into actionable insights.
Digital twins solve that problem.
Instead of simply displaying raw data, digital twins create intelligent operational models that help manufacturers make smarter decisions faster.
Because of this, digital twins are becoming essential for smart factory development worldwide.
Artificial Intelligence Is Making Digital Twins Even Smarter
Artificial intelligence is rapidly improving digital twin capabilities.
Initially, digital twins focused mainly on monitoring and simulation. However, AI now allows these systems to become far more intelligent and predictive.
For example, AI-powered digital twins can:
- Predict future equipment failures
- Recommend process improvements
- Optimize scheduling automatically
- Detect hidden operational trends
- Improve production planning
In some advanced facilities, AI systems can even adjust machine settings automatically based on live production conditions.
As a result, manufacturers gain faster response times and improved operational efficiency.
This combination of AI and digital twins is quickly becoming one of the strongest trends in smart manufacturing today. (mdpi.com)
Challenges of Implementing Digital Twin Technology
Although digital twins offer major benefits, implementation still comes with challenges.
High Initial Costs
First, building a complete digital twin system requires investment in:
- Sensors
- Networking infrastructure
- Software platforms
- Cloud systems
- Data integration
- Engineering expertise
For smaller manufacturers, these upfront costs may seem difficult initially.
However, many companies start with smaller pilot projects before expanding gradually.
Data Quality Issues
A digital twin is only as reliable as the data it receives.
Therefore, inaccurate sensors or poor system integration can reduce effectiveness significantly.
Additionally, older equipment may lack modern connectivity features.
Cybersecurity Concerns
As factories become more connected, cybersecurity risks also increase.
Because digital twins rely heavily on network communication and cloud systems, manufacturers must invest in strong cybersecurity protection.
Skills Gaps
Successful digital twin projects require expertise in multiple areas, including:
- Manufacturing operations
- Automation systems
- Industrial networking
- Data analytics
- Software integration
Consequently, finding qualified professionals can sometimes be challenging.
Industries Using Digital Twin Technology
Although manufacturing leads adoption, digital twins are expanding into many industries.
Automotive
Automotive companies use digital twins for:
- Robotic assembly
- Vehicle testing
- Paint shop optimization
- Production planning
Aerospace
Aerospace manufacturers use digital twins to monitor aircraft systems and predict maintenance needs.
Energy
Power plants use digital twins to optimize turbines, generators, and energy distribution systems.
Healthcare
Hospitals increasingly use digital twins for equipment monitoring and facility management.
Construction
Construction companies use digital twins to improve building lifecycle management and infrastructure monitoring.
Small Manufacturers Can Benefit Too
Many smaller manufacturers assume digital twins are only for large corporations with massive budgets.
However, that is no longer true.
Today, cloud platforms and scalable automation technologies make digital twin systems far more accessible than before.
In fact, smaller facilities often experience faster returns because operational improvements immediately impact profitability.
Even a simple digital twin project focused on one production line can help reduce downtime, improve maintenance planning, and increase production efficiency.
Therefore, the smartest approach is often starting small and expanding gradually.
The Future of Digital Twin Technology
Digital twin technology continues evolving rapidly.
Over the next several years, we will likely see:
- More AI-driven automation
- Self-optimizing production systems
- Greater use of augmented reality
- Faster cloud simulations
- More sustainable manufacturing operations
- Fully connected smart factories
Eventually, digital twins may become standard technology across nearly every industrial facility worldwide.
As manufacturing continues becoming more connected and data-driven, digital twins will play an even larger role in operational decision-making.
Final Thoughts
Digital twin technology is far more than another manufacturing trend.
Instead, it represents a major shift in how factories operate, maintain equipment, improve quality, and optimize production.
From an engineering and automation standpoint, the value becomes very clear once you see digital twins working in real production environments. Rather than reacting to problems after they occur, manufacturers can now predict issues, simulate improvements, and optimize operations proactively.
As a result, factories become smarter, faster, safer, and more efficient.
Ultimately, the companies investing in digital twin technology today are preparing themselves for the future of modern manufacturing.
Further Reading From High-Authority Sources
If you want to learn more about digital twin technology, these resources provide excellent industry insights and technical information:
- Manufacturing Digital – Digital Twin Solutions
- IBM Digital Twin Overview
- ATS Industrial Automation – Digital Twin Applications
The information and concepts discussed throughout this article were informed by current industrial automation research and manufacturing technology references. (sciencedirect.com)