Manufacturing has changed dramatically over the past two decades. Years ago, factories mainly depended on manual monitoring, scheduled maintenance, paper-based reporting, and isolated production systems. Today, however, manufacturers are moving toward connected operations where machines, sensors, software, and people work together in real time.
At the center of this transformation is the Internet of Things (IoT).
Although many people associate IoT with smart homes or wearable gadgets, its impact on manufacturing is far more significant. In fact, IoT is quietly reshaping how factories operate every single day. From predictive maintenance and real-time production monitoring to energy optimization and quality control, connected technologies are helping manufacturers become faster, smarter, and more efficient.
From an engineering and automation perspective, this shift is more than just a technology trend. Instead, it represents a major operational change in how factories collect data, respond to problems, and improve performance. As a result, manufacturers can reduce downtime, improve productivity, lower costs, and make better decisions much faster than before.
More importantly, IoT allows factories to move away from reactive operations and toward proactive manufacturing environments where problems are identified before they become costly disruptions.
That is exactly why smart manufacturing continues to grow worldwide.
What Is IoT in Manufacturing?
In simple terms, IoT in manufacturing refers to connecting machines, equipment, sensors, and industrial systems through networks that collect and share data automatically.
Instead of operating independently, connected systems continuously communicate with each other. Consequently, manufacturers gain real-time visibility into production performance, machine conditions, maintenance needs, and operational efficiency.
For example, IoT devices can monitor:
- Machine temperatures
- Vibration levels
- Motor performance
- Energy consumption
- Production output
- Equipment downtime
- Product quality
- Inventory movement
- Environmental conditions
Once this information is collected, it is transmitted to software platforms, dashboards, or cloud-based systems where engineers and plant managers can analyze it immediately.
As a result, factories no longer need to rely solely on delayed reports or manual inspections. Instead, they can respond to operational issues in real time.
This is one of the biggest reasons IoT has become a core part of smart manufacturing and Industry 4.0 initiatives worldwide. (en.wikipedia.org)
Why IoT Matters in Modern Manufacturing
Manufacturing has always focused on improving efficiency, reducing waste, and maximizing uptime. However, many traditional factories still struggle with disconnected systems and outdated processes.
For instance, one machine may operate with older PLC controls while another uses separate software. Meanwhile, maintenance logs may still be recorded manually, and production reports might only be reviewed at the end of a shift.
Because of this lack of integration, manufacturers often react to problems too late.
IoT changes that completely.
By connecting equipment and systems together, manufacturers gain immediate access to operational data. Consequently, plant teams can make faster decisions, improve productivity, and reduce unnecessary downtime.
Furthermore, IoT helps companies become more competitive in an increasingly demanding manufacturing environment.
The Biggest Benefits of IoT in Manufacturing
Reduced Downtime Through Predictive Maintenance
Unexpected downtime remains one of the most expensive problems in manufacturing. If a critical machine suddenly fails, an entire production line may stop operating.
Therefore, many manufacturers now use IoT sensors to monitor machine conditions continuously.
These sensors track:
- Temperature
- Pressure
- Vibration
- Current draw
- Oil conditions
- Operating cycles
When abnormalities appear, maintenance teams receive alerts before equipment fails completely. As a result, repairs can be scheduled during planned downtime instead of emergency shutdowns.
This process is commonly called predictive maintenance.
Not only does predictive maintenance reduce repair costs, but it also extends equipment lifespan and improves operational reliability. Consequently, manufacturers experience fewer unexpected interruptions and more stable production schedules.
Improved Production Efficiency
IoT also helps manufacturers improve production performance in real time.
Traditionally, production data was often reviewed after a shift ended. Unfortunately, that delayed approach made it difficult to identify problems quickly.
With connected systems, however, supervisors and engineers can monitor:
- Cycle times
- Production rates
- Bottlenecks
- Downtime events
- Reject rates
- Throughput performance
Because data becomes available instantly, teams can respond faster to inefficiencies before they impact larger operations.
Additionally, manufacturers can use historical production data to identify long-term trends and optimize workflows even further.
Over time, even small efficiency improvements can create major financial savings.
Better Product Quality
Quality control is another area where IoT delivers significant value.
In many traditional factories, quality inspections occur at the end of production. However, by the time defects are discovered, large amounts of scrap or rework may already exist.
Connected sensors and smart inspection systems help solve this issue.
For example, IoT-enabled quality systems can monitor dimensions, temperatures, pressure levels, and visual defects during production itself. Consequently, operators can identify quality issues immediately and make adjustments before more defective products are produced.
As a result, manufacturers improve consistency, reduce waste, and strengthen customer satisfaction.
Lower Energy Consumption
Industrial facilities consume enormous amounts of electricity, compressed air, steam, water, and fuel. Unfortunately, many factories do not fully understand where energy waste occurs.
IoT energy monitoring systems provide detailed visibility into utility usage across machines and departments.
For example, manufacturers can identify:
- Machines running unnecessarily
- Peak energy demand periods
- Air leaks in compressed air systems
- Inefficient HVAC operations
- Excessive idle equipment usage
Because of this visibility, companies can reduce operational costs while improving sustainability efforts at the same time.
Faster and Smarter Decision-Making
One of the most valuable benefits of IoT is real-time visibility.
Instead of waiting for reports at the end of the day, plant managers can access live dashboards showing current production performance, machine status, and operational trends.
Consequently, decision-making becomes much faster and more accurate.
This real-time approach helps manufacturers respond quickly to:
- Production delays
- Equipment failures
- Quality concerns
- Inventory shortages
- Energy spikes
As manufacturing becomes increasingly competitive, faster decisions often create major operational advantages.
IoT vs Traditional Automation
Many people mistakenly believe IoT and automation are exactly the same thing. Although they work closely together, they serve different purposes.
Automation focuses on making machines operate automatically.
IoT focuses on making machines connected and data-driven.
For example:
- A PLC controlling a conveyor system is automation.
- A conveyor system sending live performance data to the cloud is IoT.
- A robotic arm performing repetitive assembly tasks is automation.
- A robotic arm generating predictive maintenance alerts is IoT.
When manufacturers combine automation with connected technologies, factories become significantly smarter and more efficient.
This integration forms the foundation of Industry 4.0 and smart manufacturing initiatives. (en.wikipedia.org)
Real-World Applications of IoT in Manufacturing
IoT can be implemented across nearly every area of a manufacturing facility. Some applications are highly advanced, while others are surprisingly simple.
Nevertheless, each application helps improve operational visibility and efficiency.
Predictive Maintenance Systems
Predictive maintenance remains one of the most common industrial IoT applications.
Instead of waiting for equipment failure, sensors monitor machine conditions continuously. Consequently, maintenance teams can identify early warning signs before serious breakdowns occur.
This reduces:
- Emergency repairs
- Production interruptions
- Spare parts waste
- Maintenance overtime costs
Smart Asset Tracking
Manufacturers often waste valuable time searching for tools, pallets, containers, or mobile equipment.
IoT tracking systems use RFID tags, GPS devices, and wireless sensors to monitor asset locations throughout the facility.
As a result, workflow efficiency improves while unnecessary delays decrease.
Remote Equipment Monitoring
Many manufacturers now operate multiple plants across different regions or countries.
IoT allows engineers and supervisors to monitor equipment remotely through centralized dashboards. Consequently, plant performance can be analyzed from virtually anywhere.
This capability became especially important as remote operations and digital management tools expanded globally.
Intelligent Quality Inspection
Modern IoT inspection systems use connected sensors and AI-powered cameras to detect defects automatically during production.
Because quality issues are identified earlier, manufacturers reduce scrap, rework, and customer complaints significantly.
Furthermore, real-time inspection improves production consistency across multiple shifts and facilities.
Smart Inventory Management
IoT systems can also track raw materials, warehouse inventory, and shipping movement in real time.
Consequently, manufacturers improve inventory accuracy and reduce supply chain disruptions.
This is particularly valuable in industries involving food processing, pharmaceuticals, electronics, and chemical manufacturing.
How IoT Is Changing Engineering Roles
From an engineering perspective, IoT is changing the skills manufacturers now require inside factories.
Years ago, manufacturing engineers mainly focused on mechanical systems, production layouts, and machine operations. Today, however, engineers often work with both operational technology (OT) and information technology (IT).
Modern manufacturing engineers may now deal with:
- Industrial networking
- Sensor integration
- SCADA systems
- Cloud platforms
- Data analytics
- Industrial cybersecurity
- Real-time monitoring systems
Because factories are becoming increasingly connected, engineering roles are becoming far more data-driven than before.
Consequently, manufacturers continue searching for professionals who understand both automation systems and digital technologies.
Challenges of Implementing IoT in Manufacturing
Although IoT offers major advantages, implementation is not always easy.
In many factories, older machines were never designed to connect with modern digital systems. As a result, integrating legacy equipment can become complicated and expensive.
Additionally, manufacturers face several other challenges.
Cybersecurity Risks
Once industrial systems become connected to networks, cybersecurity becomes extremely important.
Manufacturing companies are increasingly targeted by ransomware attacks because downtime can become extremely costly.
Therefore, protecting industrial networks and connected devices requires serious investment and planning.
High Initial Costs
IoT projects often require:
- Sensors
- Networking infrastructure
- Software platforms
- System integration
- Data storage solutions
Although long-term savings can be substantial, the upfront investment sometimes slows adoption, especially for smaller manufacturers.
Workforce Training
Technology alone does not guarantee success.
Employees also need proper training to understand connected systems, analytics platforms, and digital workflows.
Consequently, many manufacturers now invest heavily in workforce development alongside digital transformation projects.
Data Overload
IoT systems generate massive amounts of operational data.
However, collecting data is only part of the challenge.
Manufacturers must also organize, analyze, and interpret that information effectively. Otherwise, teams may become overwhelmed by unnecessary or poorly structured data.
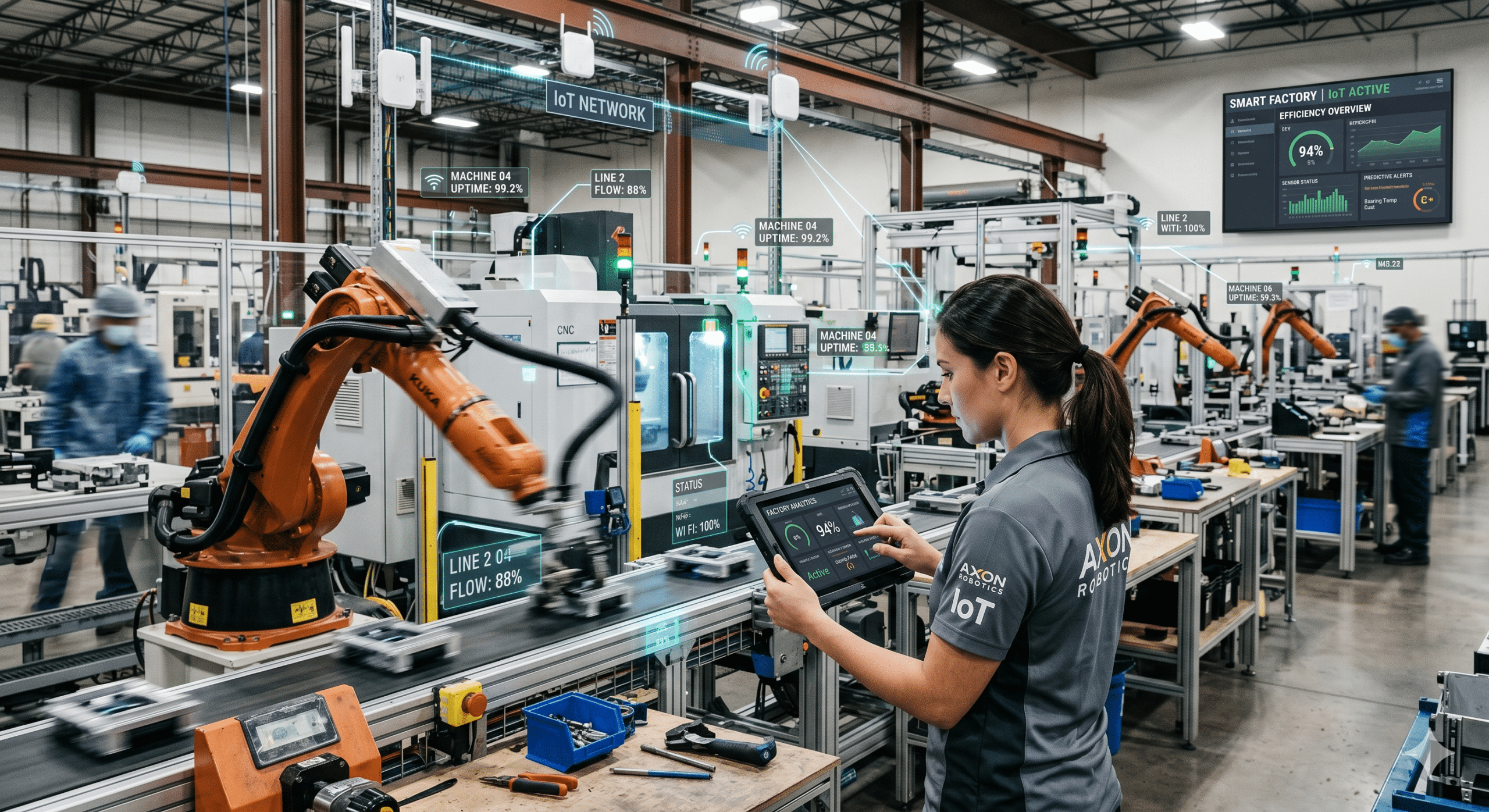
The Rise of Smart Factories
The concept of the smart factory is becoming increasingly common across modern manufacturing.
A smart factory uses connected systems, automation, real-time analytics, and IoT technologies to optimize operations continuously.
Instead of operating independently, production systems communicate with each other automatically.
For example:
- Machines report maintenance conditions instantly
- Production systems update inventory automatically
- Energy systems adjust based on operational demand
- Quality systems provide live production feedback
As a result, factories become more efficient, flexible, and responsive.
This level of connectivity is transforming manufacturing into a far more intelligent and data-driven industry.
The Future of IoT in Manufacturing
IoT adoption will continue growing rapidly in the coming years.
In fact, manufacturers are already investing heavily in technologies such as:
- Artificial intelligence
- Edge computing
- Digital twins
- 5G industrial networking
- Autonomous mobile robots
- Advanced predictive analytics
As these technologies evolve together, factories will become even more connected and automated.
Nevertheless, the core manufacturing goals remain the same:
- Improve efficiency
- Reduce downtime
- Increase quality
- Lower costs
- Stay competitive
IoT simply provides manufacturers with better tools to achieve those goals faster and more effectively.
Final Thoughts
IoT in manufacturing is no longer a futuristic concept reserved for massive corporations. Instead, it has become a practical solution that manufacturers of all sizes now use to improve operations and remain competitive.
From predictive maintenance and energy monitoring to real-time production tracking and quality control, connected technologies are changing how factories operate every day.
More importantly, IoT allows manufacturing teams to move from reactive problem-solving toward proactive decision-making.
From an engineering and automation perspective, that shift is incredibly valuable.
When plant teams gain real-time visibility into operations, they can solve problems faster, improve efficiency continuously, and make smarter long-term decisions.
Ultimately, smart manufacturing is not only about machines becoming more intelligent. It is also about helping people operate factories more effectively through better information, stronger connectivity, and faster insights.
And based on the direction the industry is heading, connected manufacturing is only getting started.
Further Reading From High-Authority Industry Sources
If you want to explore more about IoT in manufacturing and smart factory technologies, these industry websites regularly publish valuable insights and case studies:
- Automation World
- IndustryWeek
- Manufacturing.net
- IoT World Today
- Control Engineering
- IIoT World
- Smart Industry
Industry concepts referenced throughout this article are supported by resources discussing Industrial IoT, smart manufacturing, predictive maintenance, Industry 4.0, and connected factory systems. (en.wikipedia.org)